Conveyor System Solutions Overview
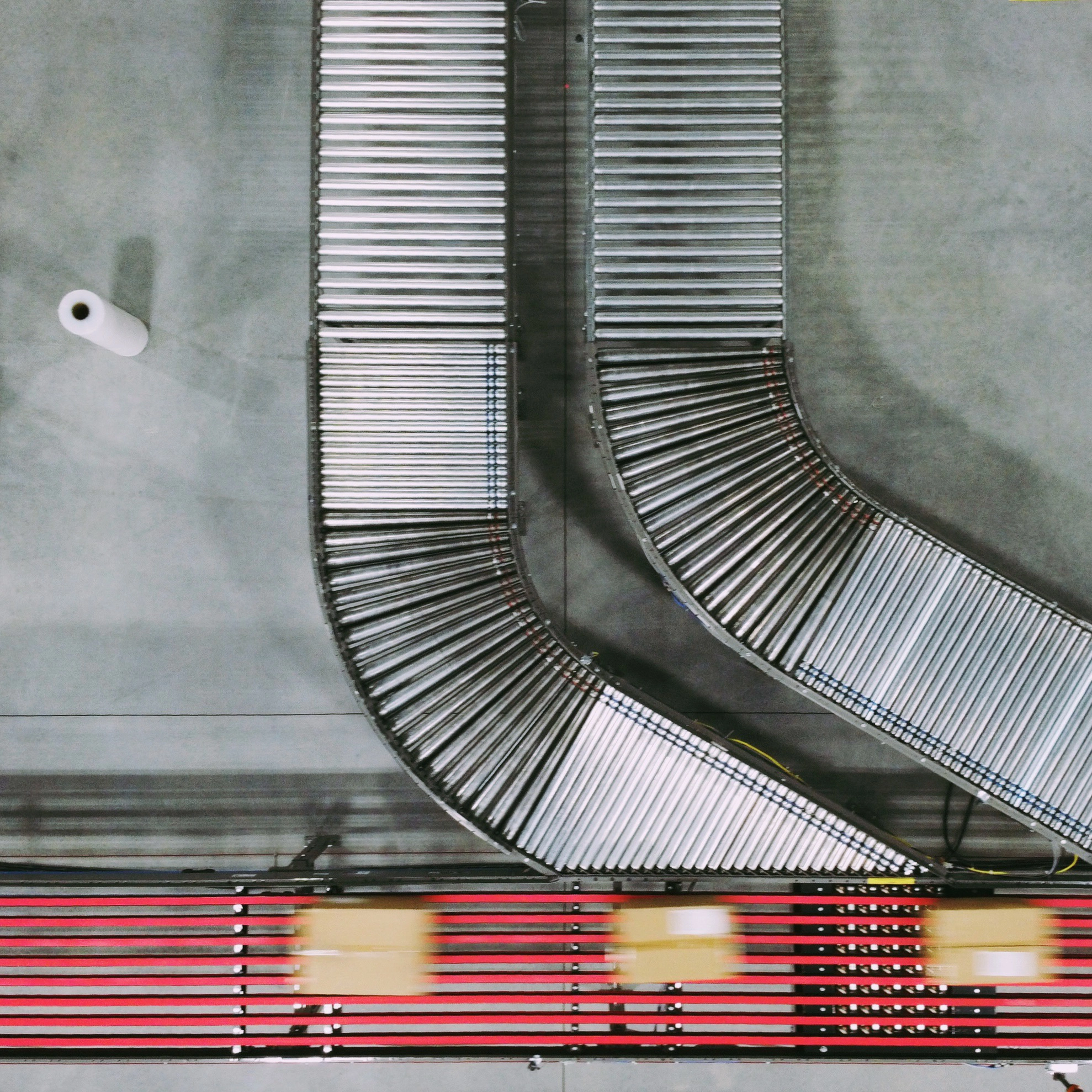
A fundamental component of modern industrial and logistical operations, conveyor systems are designed to efficiently transport materials, goods, or products from one location to another within a facility. These systems consist of a network of mechanical conveyors, which can include belts, rollers, chains, or other mechanisms, all working together to automate the movement of items. They are renowned for their versatility and adaptability across a wide range of industries, including manufacturing, distribution, food processing, and more.
The primary purpose of conveyor systems is to enhance productivity and streamline material handling processes. By automating the transportation of goods, they reduce the need for manual labor, minimize the risk of product damage, and improve overall operational efficiency. Warehouse conveyor systems can be customized to suit specific applications, from transporting heavy materials on assembly lines to sorting and distributing packages in distribution centers. In essence, these systems are the backbone of modern industrial processes, providing a seamless and reliable means of moving materials within a facility, ultimately contributing to increased productivity and cost savings.